
お客さまの目的・課題
目的
- ワークを型に対して所定の力で均一に押し付けたい。
- 圧力を加えて物を付ける・置く動作でワークの生産時間を短縮したい。
課題
- 位置に関わらず安定して停止させたい。
- 加工時の外乱に負けず安定動作したい。
- 複数の軸を同期させて均一に加圧したい。
関連製品
安川電機 マシンコントローラ MP3000シリーズ
高性能化とモーション&ビジョン&ロボットとの融合を実現した統合マシンコントローラ
安川電機 ACサーボドライブ Σ-Ⅹシリーズ
装置の高精度なデータ収集と解析で得られた“ソリューション”を実現するコンポーネントとしてデータ利活用の先にある“具体的な成果”への架け橋となります。
課題及び解決策
課題1位置に関わらず安定して停止させたい
クランクやカムの様な機構もプレスの装置によく使われていますが、これらの機構はモータの軸から見ると停止位置によって慣性モーメントが変化するため、 サーボの応答が不安定になりやすく、場合によっては(速度が速くなったり、止まりそうになったりするような)揺れが生じたりします。
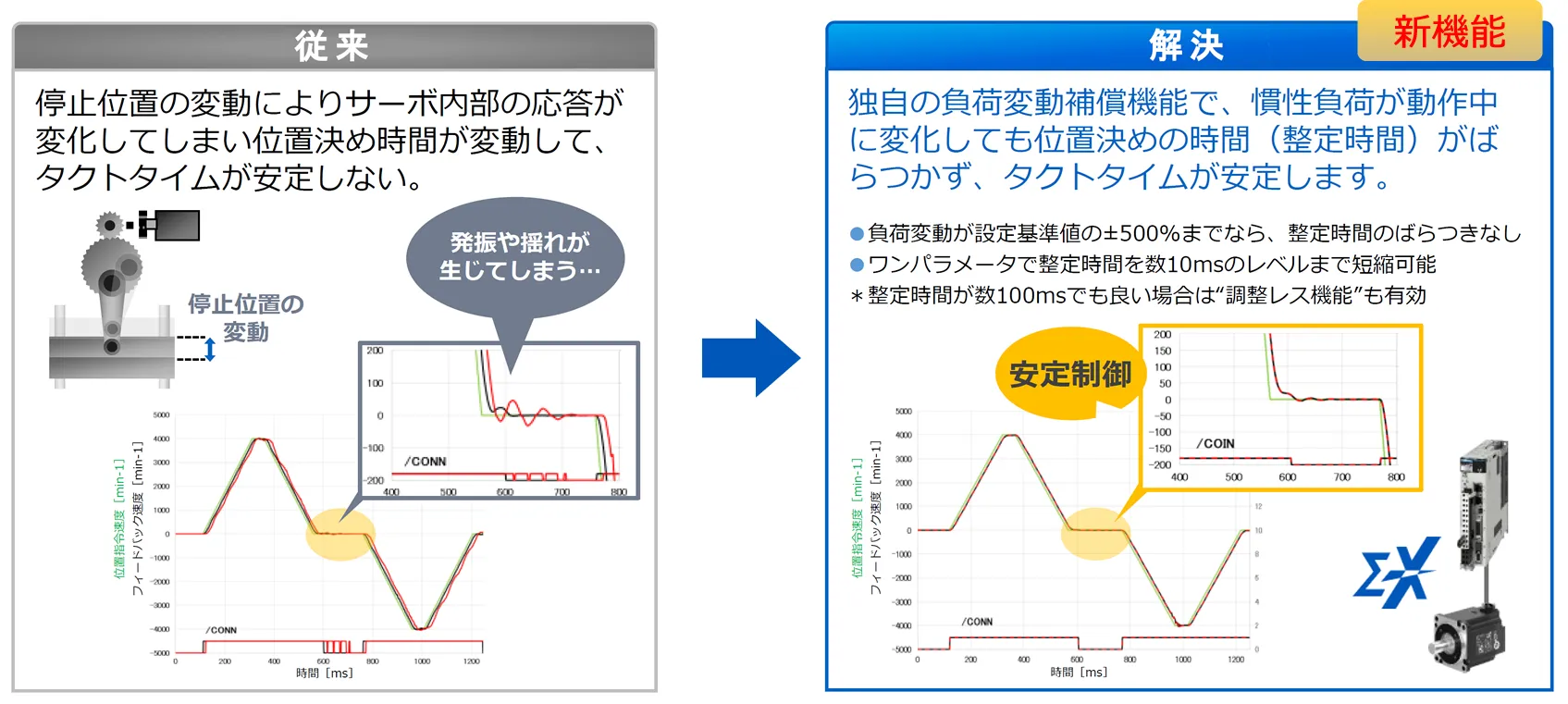
装置のタクトアップに貢献!
安川電機のΣ-Xシリーズでは独自技術の“負荷変動補償機能”により、整定時間※1のバラツキを抑制することができます。
負荷変動の許容範囲は設定基準値のプラスマイナス±500%までです。
サーボ調整は“ワンパラメータチューニング”により簡単に実施でき、整定時間を更に短縮することも可能です。
これにより位置決めの用途ではタクトタイム※2を短縮できたり、速度追従を行う用途ではその追従精度が向上でき、装置の性能向上に貢献できます。
※1サーボに入力される位置の指令に対して実際のモーターの応答は遅れが生じます。モータが停止する際に位置指令が全て払い出されてから、実際のモータがその位置に停止するまでの遅れ時間を整定時間といいます。
※2装置においてはワークを1つ製造するのに必要となる時間
課題2加工時の外乱に負けずに安定動作したい
プレス装置の様に金型同士でワークを挟むような場合は反対側の金型やワークから反力が加わるためその外力が安定な制御の妨げになっていないでしょうか
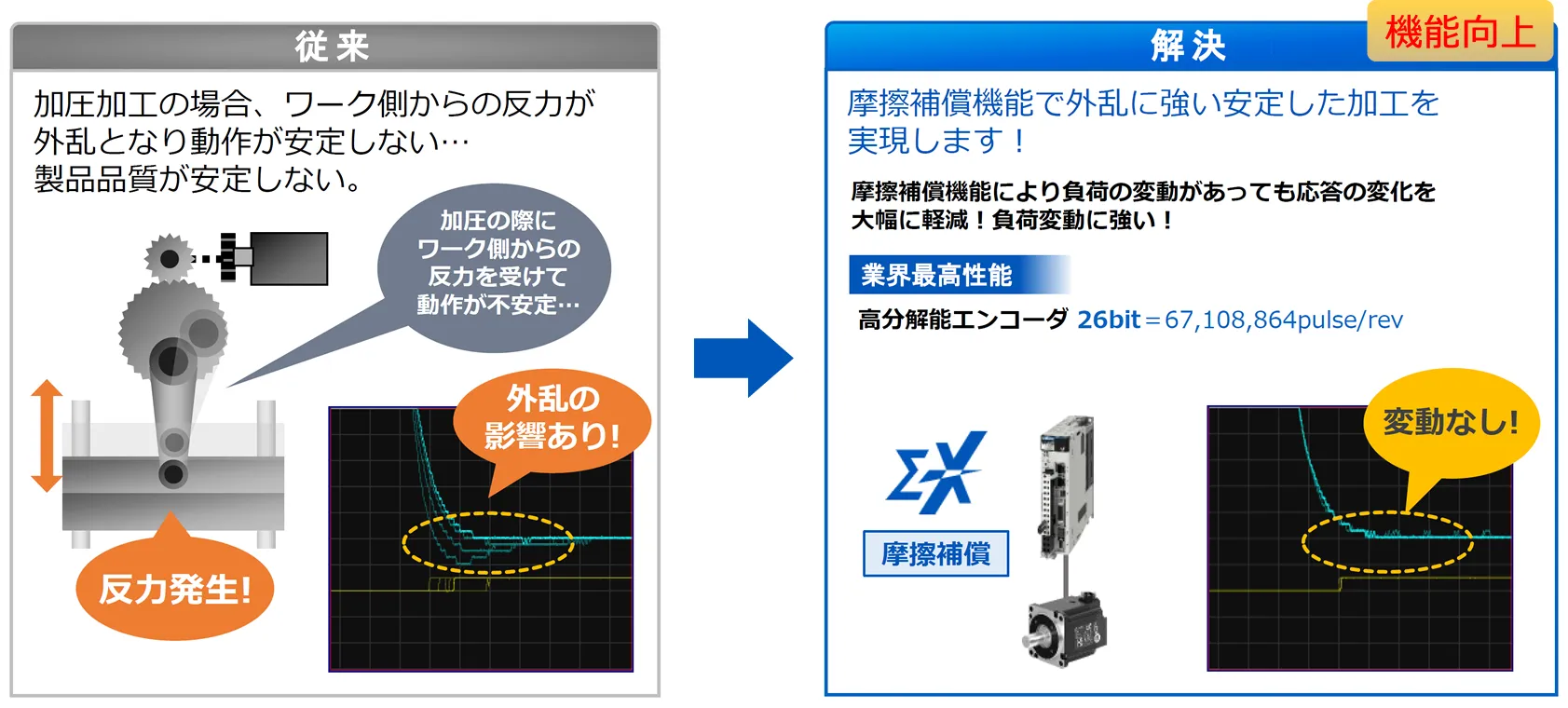
装置の稼働安定性に貢献!
安川電機のΣシリーズサーボではこのような外力などの変化によって生じる外乱※1 を“摩擦補償機能”により抑制することができます。
またΣ-Xは従来のΣ-7よりもエンコーダビット数が4倍の26bitエンコーダを搭載、CPU性能向上により速度周波数応答※2 も向上(3.1kHz→3.5kHz)したことでこれらの相乗効果によりΣ-Xは従来のΣ-7よりも摩擦補償性能が向上しています。
※1サーボが外部から受ける干渉(力)の事
※2正弦波の速度指令を入力したときにどれくらいの周波数まで安定した応答できるかを示したもので、この数値 が高いほど性能が良いといえます。
課題3複数の軸を同期させて均一に加圧したい
押し当てる力が均一でないとワークの加工精度が落ちたり、場合によっては高価な金型を傷つけてしまうこともあります。
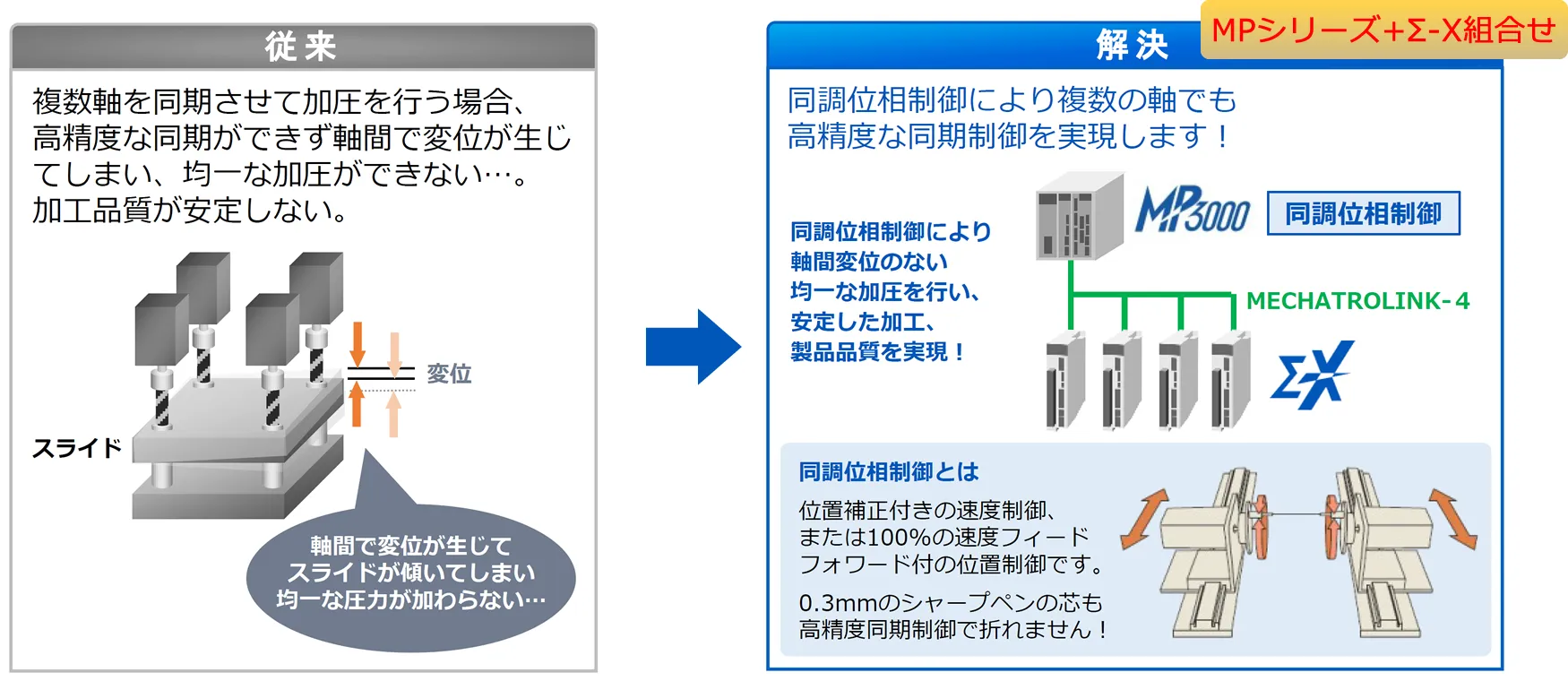
装置のタクトアップに貢献!
安川電機のマシンコントローラMP3000シリーズでは軸間の同期に特化した“同調位相制御”※1 を行うことで複数の軸でも高精度な同期制御を実現することができます。
※1位置補正付きの速度制御、または100%の速度フィードフォワード付の位置制御の事。





{kind=link}